A parceria entre a MAXIPLÁS e a HOZEN iniciou-se em 2020, tendo como objetivo principal a otimização dos processos e a excelência nas operações da MAXIPLÁS. O projeto idealizado seria constituído por várias fases, nomeadamente:
- 1ª fase: realização de várias reuniões/entrevistas com os vários elementos da MAXIPLÁS para um mapeamento de todos os processos operacionais;
- 2ª fase: identificação de oportunidades de melhoria com vista à excelência operacional;
- 3ª fase: planeamento com as propostas de melhoria HOZEN;
- 4ª fase: execução do plano proposto, fase em que se encontra o projeto de momento.
No decorrer do projeto, foram várias as áreas da fábrica e os processos identificados como carentes de intervenção, nomeadamente:
- Revisão do Fluxo de Industrialização: desde o pedido de cotação até ao início de produção;
- Implementação da Gestão do Chão de Fábrica: Rotinas Gemba Walk e aumento do indicador OEE;
- Organização e Liderança: definição de funções e responsabilidades, de objetivos sectoriais e funcionais;
- Implementação do Autocontrolo na injeção através da pesagem e controlo da dimensão maior da peça;
- Revisão dos Layouts produtivos: implementação de supermercados, comboio logístico e sistema Kanban;
- Suporte na implementação do novo ERP e MES;
- Criação de Equipas de Resolução de Problemas de 1.º Nível.
Como se resolve um problema de 1.º Nível na MAXIPLÁS?
👉 Duas vezes por dia e por turno, existem reuniões, onde são trazidos os maiores problemas no que respeita a peças NOK. Procura-se eliminar o problema através dos seguintes passos:
Passo 1: Identificação e caracterização do problema.
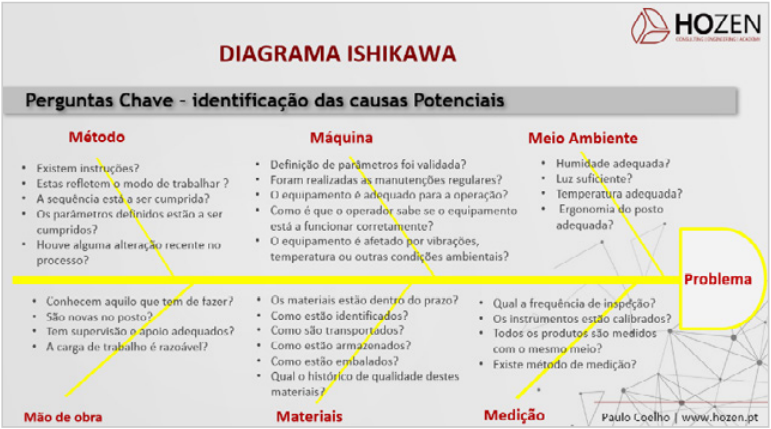
Passo 2: A equipa preenche o diagrama de Ishikawa, com as possíveis causas para o problema, analisando 6 grupos de famílias chamados de 6M’s (Método, Máquina, Meio Ambiente, Mão de Obra, Materiais e Medição). Ao realizar-se este passo no local de origem do problema, pode observar-se o mesmo e verificar as condições de produção de um modo factual.
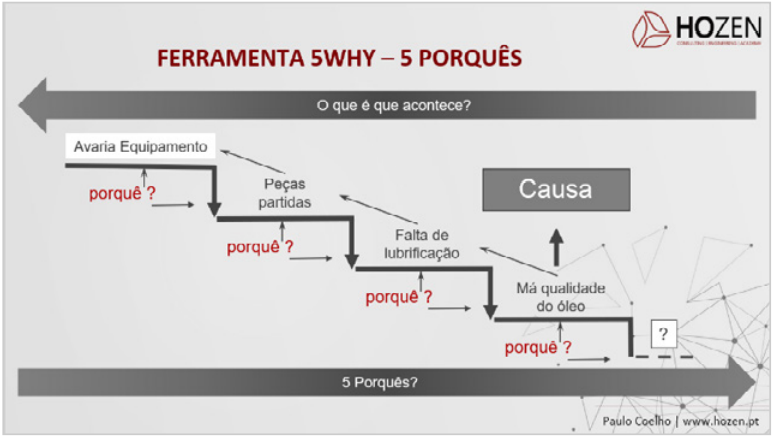
Passo 3: Utilizando a técnica dos “5 Porquês”, vai-se filtrando e classificando a informação de modo a encontrar a causa raiz mais provável. Esta técnica consiste em perguntar 5 vezes o porquê de um problema ou defeito ter ocorrido, a fim de se chegar à sua causa raíz. Por vezes não é necessário perguntar 5 vezes, outras poderá ser necessário mais,
dependendo do contexto de cada situação.
Passo 4: PLAN – Utilizando o PDCA, listam-se as ações para eliminar a causa raíz identificada, definindo o responsável e a data para a execução das mesmas.
Passo 5: DO – Executam-se as ações planeadas anteriormente.
Passo 6: CHECK – Validam-se os resultados atingidos com as ações anteriores.
Passo 7: ACT – Tendo em conta os resultados atingidos, as ações planeadas poderão ser:
- Eficazes – resolvendo o problema e replicadas a outros
processos semelhantes; - Não eficazes – mantendo-se o problema;
- Eficazes – diminuindo as ocorrências, mas com margem para melhoria.
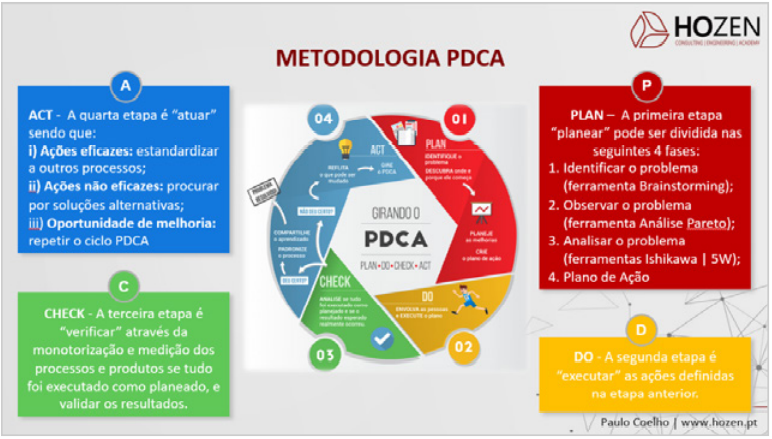
No caso das ações planeadas não serem eficazes ou de haver margem para melhorias, o ciclo PDCA deverá ser repetido: planear novas ações, executar, verificar e agir em concordância com os resultados obtidos, até se atingir um resultado satisfatório.
Em nota de conclusão, é importante referir que a MAXIPLÁS conta
com uma equipa jovem e motivada para aprender e reaprender.
Trata-se de uma equipa motivada para evoluir, que se adapta e reinventa, adotando as melhores práticas rumo à excelência operacional.
Só com este espírito (que também exige alguma auto-motivação, pois
temos que sair das nossas áreas de conforto), conseguiremos juntos,
MAXIPLÁS e HOZEN, alcançar os melhores resultados!
Artigo criado pelo Eng.º Paulo Coelho (consultor HOZEN) para a newsletter do Grupo SOCEM, ao qual pertence a MAXIPLÁS.